

Khuôn ép khuỷu tay 45 độ
45-Degree Elbow Injection Mold: Design and Manufacturing Considerations A 45-degree elbow injection mold is a specialized tool used in plastic injection molding to produce pipe fittings that change the direction of fluid flow by 45 degrees. These molds are critical for manufacturing durable, high-precision plastic elbows used in plumbing, irrigation, and industrial piping systems. The design and production of such molds require careful consideration of material selection, mold structure, cooling efficiency, and ejection mechanisms to ensure consistent part quality and cost-effective manufacturing. 1. Mold Design and Structure The 45-degree elbow mold consists of multiple components, including the core, cavity, sliders, and ejector system. Due to the angled geometry of the part, the mold must incorporate side actions or sliders to form the internal and external curves of the elbow. The parting line is strategically placed to minimize flash and facilitate smooth demolding. The mold is typically designed in a multi-cavity configuration to maximize production efficiency while maintaining dimensional accuracy. 2. Material Selection The mold is usually constructed from high-grade tool steel, such as P20, H13, or S136, to withstand high injection pressures and prolonged use. Hardened steel is preferred for critical components like the core and cavity to resist wear and extend mold life. For corrosive plastics (e.g., PVC), stainless steel or chrome-plated surfaces may be used to prevent degradation. 3. Cooling System Optimization Efficient cooling is essential to minimize cycle time and prevent warping or sink marks in the molded part. The cooling channels must follow the contour of the elbow to ensure uniform heat dissipation. Conformal cooling, where channels are shaped to match the part geometry, can significantly improve cooling efficiency but requires advanced manufacturing techniques like 3D printing or CNC machining. 4. Ejection and Demolding The angled shape of the 45-degree elbow makes ejection challenging. Ejector pins or sleeves are placed along the parting line to push the part out without deformation. Air ejection or stripper plates may also be used for complex geometries. Proper draft angles (typically 1-2°) are incorporated to facilitate smooth part release. 5. Quality Control and Testing Before full-scale production, the mold undergoes trial runs to verify dimensional accuracy, surface finish, and mechanical properties. Adjustments may be made to gate locations, cooling rates, or ejection mechanisms to eliminate defects like short shots or weld lines. Conclusion A well-designed 45-degree elbow injection mold ensures high productivity, precision, and longevity. By optimizing material selection, cooling, and ejection, manufacturers can produce consistent, high-quality fittings that meet industry standards. Continuous maintenance and periodic inspections further enhance mold performance, reducing downtime and production costs.
Sản phẩm
Danh mục:
-

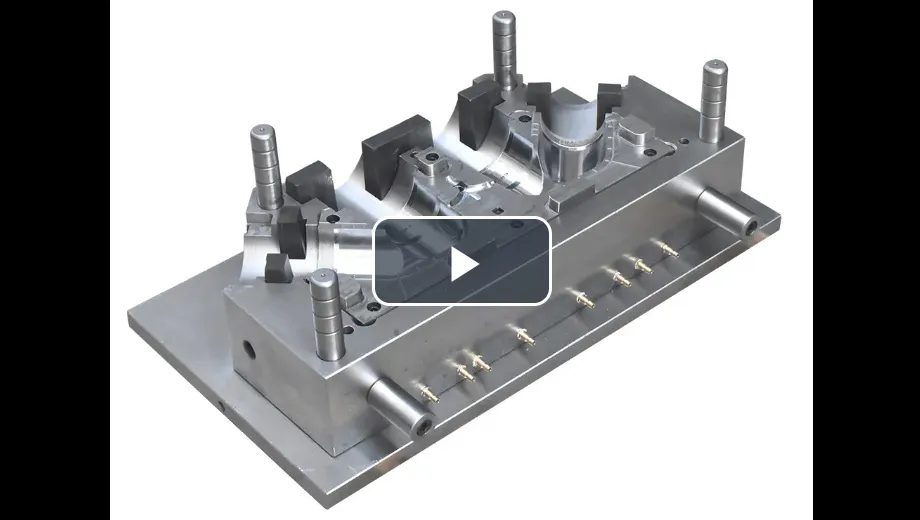
Khuôn lắp ống khuỷu PP 45 °
Phân loại của họ: Khuôn lắp ống PPLượt xem: 571Số:Thời gian phát hành: 2025-09-16 23:45:38Khuôn lắp ống 45° khuỷu tay đóng mở PPTên khuôn:Khuôn lắp ống 45 ° khuỷu tay đóng mở PPKhoang: 2 khoangThép khuôn: 718 2738 cho khoang và lõiCổng: cổng trực tiếpCấu trúc khuôn: Cấu trúc xi lanh dầuĐộ cứng của lõi/khoang: HRC 40-45 độ sau khi xử lý nhiệt chân khôngMáy ép phun: 400T Công ty TNHH khuôn mẫu Taizhou Huangyan Hong Jin được thành lập vào năm 2002. Chúng tôi chuyên thiết kế và sản xuất khuôn lắp ống trong hơn 23 năm.Chúng tôi rất mong được hợp tác lâu dài với bạn.Sau đây là thông tin chính để bạn tham khảo.Câu hỏi thường gặp:1. MOQ của bạn là gì?1 bộ là được2. Thời gian giao hàng của... -

Khuôn ép ống khuỷu tay PVC 45°
Phân loại của họ: Khuôn lắp ống nhựa PVCLượt xem: 482Số:Thời gian phát hành: 2025-10-28 21:16:52Khuôn ép ống khuỷu tay PVC 45°Tên khuôn:Khuôn ép ống khuỷu tay PVC 45°Khoang: 10 khoangKích thước khuôn: 50mmThép khuôn: Đức2316 china2316 or4cr13 cho khoang và lõiCổng: cổng trực tiếpcấu trúc khuôn:Chốt gócĐộ cứng của lõi/khoang: HRC 40-45°degree sau khi xử lý nhiệt chân khôngMáy ép phun: 320T Vấn đề tiêm nhựa PVC và giải pháp1. Thiếu nguyên liệu: Hiện tượng không đổ đầy khuôn thường xảy ra trong quá trình lắp ống phun. Khi máy ép phun mới bắt đầu hoạt động, do nhiệt độ khuôn quá thấp nên tổn thất nhiệt của vật liệu PVC nóng chảy lớn, dễ tạo ra quá trình hóa rắn sớm, điện trở của khoang kh...


Tin tức
Danh mục:
-
[industry news]Những vấn đề an toàn này phải được chú ý khi ép phun
2024-06-29 16:59:39
Trường hợp
Danh mục:

Video
Danh mục:
Tải về
Danh mục:
Không có kết quả tìm kiếm!
Tuyển dụng
Danh mục:
Không có kết quả tìm kiếm!
Sản phẩm được đề xuất
Không có kết quả tìm kiếm!





 Whatsapp
Whatsapp Điện thoại
Điện thoại